
Page 80 - Nikko Tools - Update 2019
P. 80
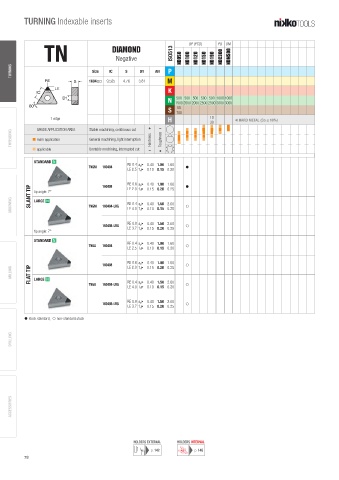
TURNING Indexable inserts
TN DIAMOND ISO513 ND050 DP (PCD) ND150 ND190 PD DM NDM500
NDC300
ND100
ND120
Negative
TURNING Size IC S D1 AN P
1604 9.525 4.76 3.81 M
K
N 1500 2000 2000 2500 2500 3000 3000
500 500 500 500 500 1000 1000
S 100
50
H 30 6HARD METAL (Co ≤ 16%)
1 edge 10
d d d d
d
d
d
d
d
d
Stable machining, continuous cut
GRADE APPLICATION AREA
THREADING d main application General machining, light interruption | Hardness + + Toughness | d d d d d d
d
d
d
d
d
d
Ad
d
d
Ad
d applicable Unstable machining, interrupted cut
STANDARD N
TNGM 160404 RE 0.4 a p£ 0.40 1.00 1.60 h
LE 2.5 f n£ 0.10 0.15 0.20
SLANT TIP tip angle: 7° 160408 RE 0.8 a p£ 0.40 1.00 1.60 h
LE 2.0 f n£ 0.15 0.20 0.25
GROOVING TNGM 160404-LRG RE 0.4 a p£ 0.40 1.50 2.60 f
LARGE N
LE 4.0 f n£ 0.10 0.15 0.20
160408-LRG RE 0.8 a p£ 0.40 1.50 2.60 f
LE 3.7 f n£ 0.15 0.20 0.25
tip angle: 7°
STANDARD N
TNGA 160404 RE 0.4 a p£ 0.40 1.00 1.60 f
LE 2.5 f n£ 0.10 0.15 0.20
160408 RE 0.8 a p£ 0.40 1.00 1.60 f
MILLING FLAT TIP LARGE N
LE 2.0 f n£ 0.15 0.20 0.25
RE 0.4 a p£ 0.40 1.50 2.60
TNGA
160404-LRG
LE 4.0 f n£ 0.10 0.15 0.20 f
160408-LRG RE 0.8 a p£ 0.40 1.50 2.60 f
LE 3.7 f n£ 0.15 0.20 0.25
h stock standard, f non-standard stock
DRILLING
ACCESSORIES
HOLDERS EXTERNAL HOLDERS INTERNAL
p. 142 p. 145
78
16/04/2019 15:59:38
04-TURNING Diamond.indd 78 16/04/2019 15:59:38
04-TURNING Diamond.indd 78